Ishlab chiqarish Uskunalarining Umumiy Samaradorlik Ko'rsatkichini (USK) oshirish yo'llari
 oshirish yo'llari haqida")
Zamonaviy ishlab chiqarish korxonalarida uskunalarning unumdorligini oshirish eng muhim vazifalardan biridir. Buning uchun sanoatda keng qo’llaniladigan “Overall Equipment Effectiveness” (OEE) yoki uskunalarning Umumiy Samaradorlik Ko’rsatkichlari (USK) deb nomlangan tahliliy usuldan foydalanish mumkin. Ushbu maqolada biz USK haqida batafsil to’xtalib o’tamiz va uni amaliyotda qo’llash yo’llarini ko’rib chiqamiz.
USK - bu ishlab chiqarish jarayonidagi uskunalarning umumiy samaradorligini o’lchaydigan ko’rsatkich bo’lib, u uch asosiy omilni hisobga oladi:
Yaroqlik (Availability) - uskunaning rejalashtirilgan vaqtda ishlash qobiliyati. Unumdorlik (Performance) - uskunaning haqiqiy tezligi va nazariy maksimal tezligi o’rtasidagi nisbat. Sifat (Quality) - ishlab chiqarilgan mahsulotlarning sifat standartlariga muvofiqligi.
Uskunalarning Umumiy Samaradorlik Ko’rsatkichlari (USK) tenglamasi
Umumiy Samaradorlik Ko’rsatkichi = Yaroqlik x Unumdorlik x Sifat
Agar ushbu uchta ko’rsatkich 100% ga teng bo’lsa, demak uskuna to’liq quvvatda, maksimal tezlikda va sifatli mahsulot ishlab chiqarayapti degani.
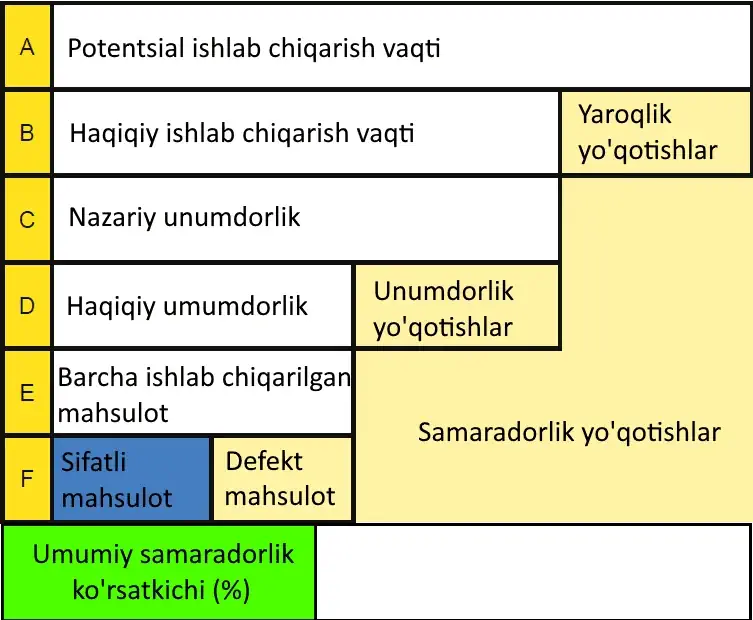
Yaroqlik yo’qotishlarga uskunani kutilmaganda buzilishi yoki uni qayta ishga tushirilish vaqtlari, unumdorlik yo’qotishlarga ishlab chiqarish jarayoni tezligini sekinlashuvi yoki ishchilarni qisqa tanaffuslari misol bo’la oladi. Sifat kategoriyasiga esa berilgan vaqt oralig’ida barcha ishlab chiqarilgan mahsulotdan topilgan defektlar kiradi.
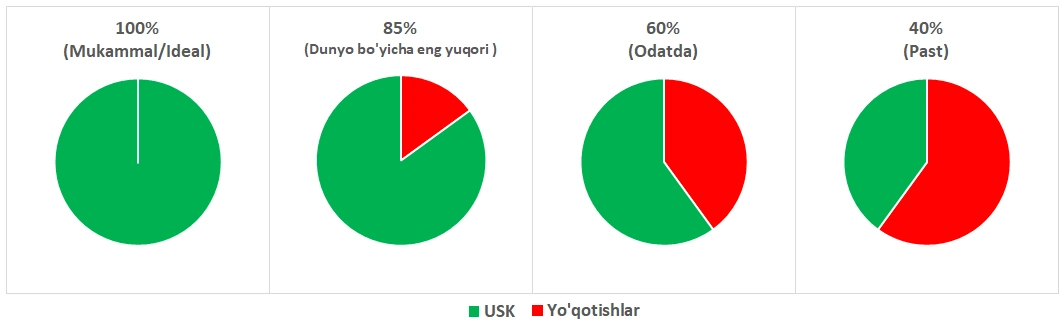
Kichik misol: yaroqlik 50%, unumdorlik 70% va sifatli mahsulot bo’lagi 95% bo’lsa, unda ishlab chiqarish uskunaning umumiy samaradorlik ko’rsatkichi 33% ga teng bo’ladi (0.5×0.7×0.95). Bu miqdor kam yoki ko’pligini bilish uchun quyidagi sanoatda qabul qilingan standart ko’rsatkichlari bilan solishtirish mumkin.
USK qachon qo’llaniladi
Mijozlar talabi bo’lmagan vaqtda yuqori USK ortiqcha ishlab chiqarishga olib kelib, zarur bo’lmagan sarf-harajatlarga (omborda saqlash, transportda tashish, mahsulotni kutish) sabab bo’ladi. Shu sababdan USK ko’pincha samaradorlikni oshirmoqchi bo’linganda o’lchaniladi. Masalan, ishlab chiqarish liniyasining tor joyi (узкое место / bottleneck) butun sistemani sekinlashtiradi. Agar shu tor joyni umumiy samaradorlik ko’rsatkichi yahshilansa, butun sistemani yahshilanishiga olib keladi. Quyidagi rasmda ko’rsatilgandek, agar 1-chi jarayonda USK yuqori bo’lsa, keyingi jarayonlarda material tirbandligi paydo bo’lishini ko’rish mumkin. Agar 4-chi jarayonni USK si yuqori bo’lsa, materiallarga “chanqoqlik”ni kuzatish mumkin.

Yana bir USKga chambarchas bog’liq bo’lgan o’lchovlardan biri – uskunalarning umumiy samaradorligi (показатель общей эффективности производительности оборудования / total effective equipment performance) ko’rsatkichidir. USK miqdori faqat rejalashtirilgan ish soatlariga nisbatan qo’llanilsa, by o’lchov kalendar soatlariga nisbatan hisoblaydi. Masalan, uning 100% ga yetishi ishlab chiqarish jarayoni kuniga 24 soat, yiliga 365 kun, 100% yuklash (nagruzka) va 100% USK bilan bajarilganligini anglatadi.
Amaliyotda qo’llanishi
USK ishlab chiqarish boshqaruvchilari uchun juda foydali o’lchov vositasi bo’lishiga qaramay, zavodning ishchilari uchun bu biroz mavhum bo’lishi mumkin. Ularga real vaqtda oson talqin qilinadigan va motivatsiya beradigan maqsadlar berilganda eng yaxshi natijalarga erishish mumkin. Misol uchun, quyidagi o’lchovlar shular jumlasidan bo’lishi mumkin:
- Rejalashtirilgan ishlab chiqarish mahsulotlar soni
- Haqiqiy ishlab chiqarilgan mahsulotlar soni
- Samaradorlik (rejalashtirilgan mahsulot sonini haqiqiyga mahsulot soniga nisbati; foiz hisobida ishlab chiqarish hajmi qancha oldinda yoki orqada)
- Uskunalarning ishlatilmay turib qolgan vaqti (smenada to’plangan rejadan tashqari to’xtash vaqti real vaqt rejimida yangilanadi; bu ishlab chiqarish jarayonini yahshilashni asosiy yo’nalishiga katta e’tiborni qaratadi).
Masala
Tipografiya rahbari ishlab chiqarish quvvati xaridorlarning talabini qondira olmayotganiga shikoyat qildi. Uning fikricha, qo’shimcha tipografiyaga joy olib chop etish uskunalar sotib olish bilan bu muammoni hal qilish mumkin ekan. Kecha siz usbu tipografiyaga borib quyidagi ma’lumotlarni oldingiz.
Berilgan ma’lumotlar: Ish kuni: 8 soat = 480 daqiqa Haqiqiy ish vaqti: 420 daqiqa Bir daqiqada chop etiladigan daftarlar soni: 10 dona Jami chop etilgan daftarlar: 2200 dona Yaroqsiz daftarlar: 162 dona
Yaroqlikni hisoblash: %Yaroqlik = 420 / 480 = 0.875 yoki 87.5%
Unumdorlikni hisoblash: %Unumdorlik = (10 x 2200) / 420 = 52.38%
Sifatni hisoblash: Sifatli mahsulot = 2200 - 162 = 2038 dona %Sifat = 2038 / 2200 = 0.9264 yoki 92.64%
USKni hisoblash: USK = 0.875 x 0.5238 x 0.9264 = 0.4251 yoki 42.51%
Demak, tipografiyadagi chop etish uskunasining umumiy samaradorligi atigi 42.51% ekan. Bu juda past ko’rsatkich.
Tavsiyalar:
- Birinchi navbatda, uskunaning yaroqligi va ayniqsa unumdorligini oshirishga e’tibor qaratish lozim. Buning uchun uskunani texnik jihatdan ko’rikdan o’tkazish, profilaktik ta’mirlash ishlarini o’z vaqtida bajarish va operatorlarning malakasini oshirish tavsiya etiladi.
- Shuningdek, mahsulot sifatini yaxshilash ham muhim. Buning uchun xomashyoni tanlab olish, jarayon parametrlarini optimallashtirish va sifat nazoratini kuchaytirish kerak bo’ladi.
- Faqatgina mavjud uskunaning samaradorligini oshirgandan so’ng, qo’shimcha uskuna xarid qilish masalasini ko’rib chiqish maqsadga muvofiq bo’ladi.
Xulosa qilib aytganda, uskunalarning USK ko’rsatkichi ishlab chiqarish korxonalari faoliyatini baholash va takomillashtirish uchun juda foydali vosita hisoblanadi. Uni joriy etish va muntazam monitoring qilish orqali korxonalar o’z raqobatdoshligini sezilarli darajada oshirishlari mumkin. Yuqoridagi masala yechimidan ko’rinib turibdiki, yangi uskuna sotib olishdan avval mavjud uskunalar samaradorligini oshirishning imkoniyatlarini to’liq ishga solish maqsadga muvofiqdir.
 oshirish yo'llari haqida")
 oshirish yo'llari haqida")
 oshirish yo'llari haqida")
 oshirish yo'llari haqida")
 oshirish yo'llari haqida")